1969 : 50 mm
1974 : 75 mm
1978 : 100 mm
1982 : 125 mm
1985 : 150 mm
1990 : 200 mm
1998 : 300 mm
Fabricarea plachetelor pornind de la siliciul purificat necesita parcurgerea
unui numar mare de etape, pe care le vom detalia in continuare.
In primul rand se cere realizat un monocristal, in forma de lingou,
care va fi decupat apoi in discuri subtiri ce vor reprezenta plachetele.
Vom vedea ca sunt necesare multe precautii. Aceste etape sunt suficient
de numeroase pentru a putea constitui un "alfabet" complet al
etapelor elementare (dupa brosura SCItec).
a) polisiliciu cat mai pur posibil :
Siliciul purificat este folosit pentru a forma sarjele cu care se incarca
reactorul de crestere a monocristalului. Problema o constituie
puritatea chimica a materialului care, in ciuda valorii sale ridicate,
este inca slaba in raport cu gradul de dopare uzual.
Acest cristal de siliciu comporta 5.1022 atomi pe cm3.
La o puritate de 0,999999 (dificil de atins) dopajul neintentionat echivalent
poate fi de 5.1016 cm-3. Lucrurile vor trebui
imbunatatite in continuare !
b) pregatirea
sarjei ce va fi topita si transformata in lingou :
In aceasta sarja se pot introduce elemente dopante, daca se doreste
obtinerea de plachete (substraturi )dopate. Se adauga in acest
caz dopant in proportie calculata in raport cu sarja.
c) tragerea
si cresterea cristalului :
Sarja, introdusa intr-un creuzet din grafit, este topita. Pornind de
la un germene de crestere, se efectueaza tragerea progresiva a
lingoului, asigurand conditii de proces foarte precise (temperatura
creuzetului cu sarja topita, a incintei, gradientul de temperatura,
transferul de caldura, viteza de tragere a germenului, etc...). In
functie de vuteza de tragere se obtin lingouri de diverse diametre.
Aceasta metoda de tragere este numita "Czochralski". De notat
ca diferenta intre vitezele de difuzie ale diferitelor elemente intre faza
lichida si cea solida conduce la modificarea concentratiei relative
a acestor elemente in lungul lingoului. Aceasta se intampla in particular
cu concentratia elementelor dopante, ceea ce face ca rezistivitatea
sa nu fie constanta de-a lungul lingoului, chiar daca toti ceilalti
parametri sunt constanti.
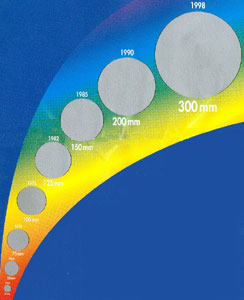
Evolutia dimensiunilor lingourilor a fost legata de evolutia gradului
de control asupra parametrilor de proces si echipamentelor asociate, avand
ca scop cresterea randamentului de fabricatie si reducerea costurilor
de productie pe circuit integrat realizat. Astfel, in mai putin de 30 de
ani,
diametrul plachetelor a crescut de 10 ori.
|
1969 : 50 mm 1974 : 75 mm 1978 : 100 mm 1982 : 125 mm 1985 : 150 mm 1990 : 200 mm 1998 : 300 mm |
|
Figura 7 : Evolutia dimensiunilor substraturilor (plachetelor) din siliciu, de la inceputurile epocii circuitelor integrate
Figura 8 : tragerea unui lingou prin tehnica Czochralski. Diametrul lingoului este determinat de parametrii fizici in timpul tragerii.
Figura 9 :
Cristalizarea lingoului si purificarea prin metoda fuziunii zonale. In
timpul deplasarii zonei topite,
impuritatile
dopante sau non-dopantese redistribuie in lingou.
O alta tehnica poate fi folosita pentru realizarea lingourilor de mari
dimensiuni. Ea porneste de la un lingou de siliciu policristalin obtinut
in reactorul de reducere a triclorosilanului. Cresterea cristalului
se obtine pornind de la un germene fixat la extremitatea lingoului, prin
deplasarea unei zone topite (figura 9). Aceasta zona este incalzita
pana la limita fuziunii siliciului de catre o bobina parcursa de curent
de
inalta frecventa, care induce in lingou curenti turbionari (Foucault).
Aceasta metoda este folosita totodata si pentru purificarea lingoului
; se exploateaza in fapt fenomenul de difuzie a impuritatilor intr-un solid,
la temperatura inalta. In acest caz se pot monta pana la trei bobine
parcurse de curenti de IF in jurul lingoului. Este un mijloc de obtinere
a
lingourilor cu dopaj rezidual slab, necesare in special la fabricarea
de componente electronice de putere (realizarea de zone cvasi-intrinseci,
care permit cresterea capabilitatii in tensiune).
In fine, o a treia tehnica poate fi folosita pentru tragerea de lingouri.
In cazul componentelor semiconductoare III-V lingoul se poate realiza
intr-un bac paralelipipedic. Cristalizarea se efectueaza progresiv,
pornind de la una din extremitati ; aceasta este metoda numita "Bridgman".
Figura 10 :
Tragerea unui lingou prin metoda Brigman. Aceasta tehnica este folosita
in special pentru lingouri din compusi III - V, cum ar fi GaAs.
d) taierea
capetelor lingoului :
Operatia consta in eliminarea extremitatilor
lingoului, care sunt fie imperfect cristalizate, fie bogate in impuritati
(in special daca s-a folosit
tehnica fuziunii zonale).
e) controlul
rezistivitatii la extremitatile lingoului :
Datorita variatiei concentratiei de impuritati in timpul tragerii, rezistivitatea
finala variaza de-a lungul lingoului. Se impune o verificare a
acestui parametru in raport cu specificatiile tehnologice (gama de
variatie). tehnica de masurare folosita este de tipul "cu patru varfuri".
f) determinarea
reperelor cristalografice ale lingoului printr-o metoda de difractie a
razelor X si marcarea lingoului
Este necesar sa se cunoasca orientarile cristalografice, pentru a putea
decupa materialul de-a lungul axelor cristalografice, la sfarsitul
procesului de fabricatie. Dupa reperarea planurilor cristalografice
se creeaza o tesitura care va servi ca referinta (va indica axa 100
spre exemplu).
g) polizajul
cilindric :
In cursul tragerii diametrul lingoului
variaza usor, suprafata fiind ondulata. Pentru a obtine plachete de acelasi
diametru este necesara
o polizare cilindrica.
h) polizarea
unei tesituri de referinta cristalografica si geometrica :
Acest reper va folosi ca referinta in cursul procedeului de fabricatie
(orientarea zonelor de conductie in raport cu axele cristalului, reperarea
motivelor in cursul fotolitografiei, decuparea cipurilor dupa axele
cristalografice). De altfel se vor realiza suplimentar si alte repere,
in functie
de tipul de dopaj al substratului si de orientarea sa cristalografica.
De notat ca la plachetele de 200 mm nu subzista de cat un reper
cristalografic in forma de crestatura; natura substratului este indicata
printr inscriptionare (realizata cu laser).
Decuparea se face cu ajutorul unui ferastrau diamantat avand grosimea
de aproximativ 400 µm.
-placheta : aproximativ 400
µm ... 600 µm brut, dupa taiere
Luind in considerare si eliminarea capetelor de lingou si polizarea,
se elimina in total 50% la 60% din lingou . In practica, plachetele
cu diametre
superioare la 150 mm au cel putin 500 µm grosime, pentru reduce
fragilitatea mecanica in cursul etapelor tehnologice. Aceasta grosime este
redusa inainte de decuparea cipurilor la 250 - 300 µm (etapa
de subtiere), pentru a facilita schimburile termice (si electrice) cu suportul
cipului.
j) tratament
termic :
Operatia de taiere creeaza tensiuni
mecanice in cristal. Se cere relaxarea cristalului printr-o cresterea lenta
a temperaturii pana la
600...700°C (recoacere). La
aceasta temperatura atomii au sunt suficienta energie proprie pentru a
se reaseza in siturile cristaline.
Acest tratament termic prezinta totodata
avantajul de a diminua efectul atomilor de oxigen (de tip donor) si de
a stabiliza rezistivitatea.
k) polizarea
marginilor (debavurarea)
Dupa taiere, pe marginile plachetelor raman bavuri ce se cer eliminate.
de altfel se realizeaza in acelasi timp si o rotunjire a muchiilor, pentru
a
usura manipularea plachetelor in cursul procesului de fabricatie. Prin
aceasta se evita degradarea dispozitivelor de prindere si se suprima
amorsele de fisuri.
.
l) trierea
plachetelor in funcyie de grosime :
Dupa decupare grosimile plachetelor pot fi sensibil diferite. Pentru
reducerea timpului de polizare plachetele se triaza in game de grosime
ce difera prin 100 µm, spre exemplu.
m) acoperirea
plachetelor cu o suspensie de alumina si polizarea :
Pentru a ameliora starea suprafetelor, plachetele sunt polizate cu ajutorul
unei mixturi continand granule de alumina de dimensiuni micronice.
n) curatirea :
Aceasta etapa consta in a elimina produsele abrazive si substantele
contaminante, prin spalare cu solventi si apa deionizata.
o) atacul
chimic al plachetelor :
In cursul diverselor etape precedente
se formeaza la suprafata plachetelor un strat de oxid nativ continand impuritati.
Acestea sunt sau
metale si pot fi eliminate cu solutii
acide, sau substante organice ce pot fi eliminate folosind solutii bazice
:
- solutii basice : KOH.
Nu se foloseste soda (NaOH) pebtru ca natriul este un poluant violent al
oxizilor, in particular
pentru oxidul de grila al tranzistorilor MOS.
p) deteriorarea
fetei inferioare :
Partea utila a plachetei (in care se vor creea componentele electronice)
se gaseste foarte aproape de suprafata superioara. Se doreste
realizarea unei calitati maxime a materialului in acesta zona, atat
sub aspectul gradului de puritate (atomi straini) cat si al defectelor
cristalografice (macle, dislocari, etc...). In acest scop se creeaza
intentionat defecte pe fata inferioara, prin sablaj sau bombardament laser,
ceea ce produce o crestere a rugozitatii si genereaza defecte locale.
Aplicand ulterior un tratament termic, impuritatile de pe fata activa a
plachetei vor migra prin substrat spre fata inferioara si vor
fi captate de defectele creeate aici, acestea oferind stari energetice
favorabile
fixarii atomilor. Acest fenomen este numit efectul "getter".
Prin operatia precedenta se modifica grosimile plachetelor. Se face
o noua triere in game de grosime.
r) pregatirea
pentru polizarea finala a fetei active :
Plachetele se monteaza in aparatul de polizat.
Se elimina aproximativ 25 µm.
t) polizajul
final "oglinda" :
Acest polizaj poate fi mecanic sau mecano-chimic. Se cer eliminate zgarieturile,
si micile umflaturi. Operatia se efectueaza cu o masina identica
cu cea din figura13, dar cu discuri abrazive mai putin agresive si
folosind o solutie abraziva continand granule foarte mici (cu diametre
cuprinse
intre 0,1 mm si 0,5 mm).
u) demontare,
curatire, triere
Aceste ultime operatii sunt :
- demontarea plachetelor de pe suporturile de polizare,
- curatirea finala,
- trierea finala in functie de grosimi.
Formarea loturilor ce urmeaza sa
se livreze clientilor se face printr-un triaj in functie de rezistivitate.
w) reperarea
- marcarea :
Se marchaza lotul, lingoul, data cu ajutorul unui fascicul laser. Aceasta
reperare face posibila urmarirea plachetei de-a lungul intregii linii
de fabricatie.
x) curatarea
finala, in camera alba :
Pentru a demara ansamblul etapelor ce formeaza procedeul de fabricatie
a circuitelor integrate, plachetele trebuie sa fie perfect curate
(fara grasime, fara particule de praf, etc...). O curatare finala este
necesara.
y) inspectia
visuala :
Omul este la ora actuala cel mai bun inspector. El poate detecta
vizual si in scurt timp variatiile de culoare, zgarieturile, particulele
de
praf cu dimensiuni mai mici de un micron. un sistem automat de control
cu baleiaj optic al intregii suprafete a plachetei nu ar fi inca suficient
de performant. Sa consideram spre exemplu o suprafata de controlat
avand dimensiunile de 10 cm x 10 cm. Suprafata ar trebui baleiata
punct-cu punct, punctul de masura fiind de 0,05 µm x
0,05 µm. Un astfel de punct necesita cel putin 1 µs pentru
a fi analizat (prin analiza
spectrala, spre exemplu). In acest caz timpul total de control pentru
suprafata considertata ar fi :
Este un timp enorm si deci nerealist. De fapt ochiul uman este mult
mai performant in acest caz pentru ca trateaza informatia in mod paralel,
gratie milioanelor de celule de pe retina !
z) testul
de planeitate :
Planeitatea este foarte importanta pentru litografie. Exista in prezent
masini pentru testarea planeitatii bazate pe masuri optice
(devierea unui fascicul laser).
Dupa parcurgerea ansamblului acestor etape placheta este pregatita pentru
a suferi etapele de fabricatie a circuitelor integrate
(sau a componentelor electronice discrete).
DEBUTANT
>>
EXPERT
>>